
臺灣永宏P(guān)LC 華南地區(qū)一級代理
全國服務(wù)熱線:13425124451.18126538285
|
1、引言
隨著國家節(jié)能減排政策的提出和工業(yè)自動化水平的提高,以及越來越多的廠家要求盡量降低設(shè)備的損耗,進(jìn)而適當(dāng)減少設(shè)備維護(hù)費(fèi)用,如何合理的使用、維護(hù)設(shè)備已成為關(guān)鍵,而單純的采用人工方式記錄設(shè)備故障、設(shè)備使用時(shí)間,以及人工切換設(shè)備已經(jīng)不能滿足上述要求。本文以某煤礦空氣壓縮機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)項(xiàng)目為例,采用西門子s7-300系列PLC作為數(shù)據(jù)采集和控制單元,上位機(jī)用顯控SKWorkshop進(jìn)行畫面及參數(shù)顯示,從PLC到中控室工控機(jī)采用Ethernet協(xié)議進(jìn)行通訊,現(xiàn)場使用觸摸屏顯示控制畫面及參數(shù),操作人員可在中控室或者現(xiàn)場觸摸屏上發(fā)出控制命令。
2、原理分析
該項(xiàng)目利用空氣壓縮機(jī)給煤礦井下提供氣體壓力,推動氣動設(shè)備的運(yùn)行,要求管道內(nèi)的壓力維持在一定的范圍內(nèi),最好不好過壓或者欠壓,以免造成能源的浪費(fèi)或者現(xiàn)場設(shè)備無法使用。由PLC采集空氣壓縮機(jī)的參數(shù),比如溫度、壓力、運(yùn)行時(shí)間、故障等,上傳到中控室上位機(jī)和現(xiàn)場顯控觸摸屏,并接受操作員發(fā)出的控制命令,再將相應(yīng)的命令傳給空壓機(jī),以實(shí)現(xiàn)控制功能,并做出相應(yīng)的報(bào)警指示。
3、系統(tǒng)設(shè)計(jì)及實(shí)現(xiàn)
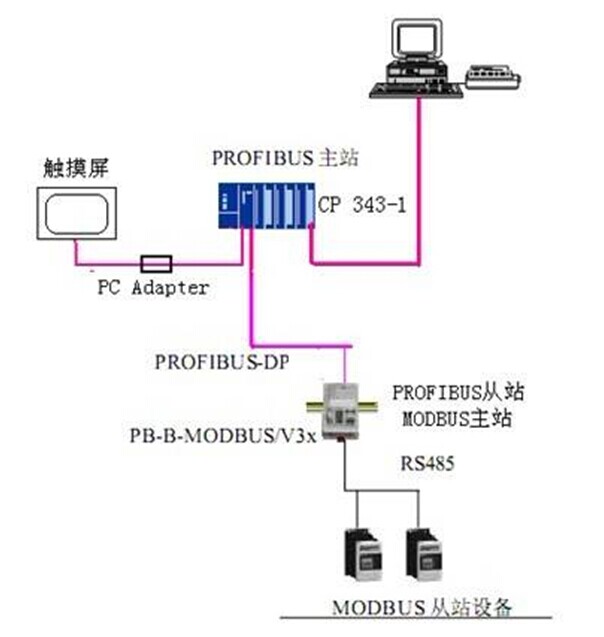
該系統(tǒng)主要由空氣壓縮機(jī)、PLC、I/O模塊、現(xiàn)場顯控觸摸屏、上位機(jī)人機(jī)界面、網(wǎng)絡(luò)通訊等部分組成,系統(tǒng)整體架構(gòu)如圖1所示。
3.1、I/O模塊
本系統(tǒng)中需要控制空壓機(jī)電源的接通與關(guān)斷等,故需用到數(shù)字量輸入模塊,數(shù)字量輸出模塊,由于本系統(tǒng)采用西門子s7 300系列PLC,所以也需訂購相應(yīng)的300系列的DI,DO模塊,型號分別有DI模塊SM321(訂貨號為6ES7 321-1BH02-0AA0,DI16ⅹDC24V),DO模塊SM322(訂貨號為6ES7 322-1BH01-0AA0,DO16ⅹDC24V/0.5A)。另外控制柜上安裝有轉(zhuǎn)換開關(guān),可以選擇在本地或者遠(yuǎn)程控制該電源的接通與否,該轉(zhuǎn)換開關(guān)作為輸入信號,接入PLC的DI模塊。
3.2、PLC單元與網(wǎng)絡(luò)通訊單元
本文利用中小型的西門子S7-300系列PLC即可完成空壓機(jī)參數(shù)的實(shí)時(shí)掃描和運(yùn)算,并傳送信息到中控室上位機(jī)以及現(xiàn)場觸摸屏,另外結(jié)合操作人員在上位機(jī)和觸摸屏發(fā)出的控制命令,對空壓機(jī)的啟停等進(jìn)行控制。S7-300系列PLC采用模塊化設(shè)計(jì),具有模塊擴(kuò)展和功能配置簡單等特點(diǎn),可以根據(jù)不同的需要靈活組合和擴(kuò)展。此處選用315-2DP型號的CPU,此CPU集成有MPI和DP通信接口,有很強(qiáng)的通訊功能。
從現(xiàn)場PLC到中控室工控機(jī)距離很遠(yuǎn),此處采用Ethernet協(xié)議進(jìn)行網(wǎng)絡(luò)通信,所以還訂購了以太網(wǎng)通訊模塊(CP 343-1),其具有RJ-45接口,通過光纖鏈路模塊經(jīng)過光纖連接到中控室所在的以太網(wǎng),將PLC采集到的信息上傳到上位機(jī),并將上位機(jī)發(fā)出的控制命令傳送到PLC。
通過PLC CPU上的Profibus DP接口,連接到Profibus轉(zhuǎn)Modbus協(xié)議轉(zhuǎn)換模塊(PB-B-MM),再連接到兩臺空氣壓縮機(jī)以及控制柜上多功能電力監(jiān)測儀表的Modbus接口,來讀取空氣壓縮機(jī)的運(yùn)行參數(shù)和多功能電表的電流電壓功率等電力狀態(tài)數(shù)據(jù),以及向空壓機(jī)發(fā)送啟停命令等。
觸摸屏采用深圳顯控自動化的Samkoon SK-070AS觸摸屏,它兩個COM口,其中一個是RS232口,另一個即可當(dāng)做RS232,又可以用作 RS485來通訊。同時(shí)還帶有兩個USB口,一個10M/100M自適應(yīng)RJ 45以太網(wǎng)接口。此縱橫科技的觸摸屏是一套以嵌入式低功耗CPU為核心的高性能嵌入式人機(jī)界面,采用7英寸高亮度TFT液晶顯示屏,四線電阻式觸摸屏,同時(shí)還預(yù)裝微軟嵌入式實(shí)時(shí)多任務(wù)操作系統(tǒng)WinCE和免費(fèi)捆綁HMIBuilder嵌入版組態(tài)軟件無線點(diǎn)。
從PLC到觸摸屏的通訊采用MPI網(wǎng)絡(luò),使用西門子專用的PC adapter連接電纜,連接CPU的MPI端口和觸摸屏的RS232口(筆者認(rèn)為此處也可以選用以太網(wǎng)通訊方式,通過300系列的以太網(wǎng)模塊連接觸摸屏的RJ 45接口,但實(shí)際使用情況未采用,可行性有待試驗(yàn)確定)。
4、人機(jī)界面(HMI)
觸摸屏的畫面組態(tài)深圳顯控自動化開發(fā)的SKWorkshop軟件來編輯形成,在其畫面上也有基本相同的參數(shù)信息,報(bào)警信號,以及溫度曲線等,也可以從觸摸屏上發(fā)出相應(yīng)的控制命令。觸摸屏部分畫面如圖2所示。


5、程序設(shè)計(jì)
PLC編程軟件使用西門子專用的編程軟件STEP7,它是基于Windows 2000/XP或者Windows Server 2003的為S7-300/400 PLC配置和編程的標(biāo)準(zhǔn)軟件包。通過Step 7用戶可以進(jìn)行系統(tǒng)配置和程序的編寫、調(diào)試、在線診斷PLC 硬件配置狀態(tài)、控制PLC的運(yùn)行狀態(tài)和I/O通道的狀態(tài)等。
根據(jù)廠家要求,PLC需要完成對空壓機(jī)的本地和遠(yuǎn)程控制,并且默認(rèn)情況下是本地控制,只有在本地觸摸屏上點(diǎn)擊遠(yuǎn)程控制按鈕后,設(shè)備的控制權(quán)才轉(zhuǎn)交給遠(yuǎn)程上位機(jī)來完成。現(xiàn)場有兩臺相同的空壓機(jī),為合理利用設(shè)備,避免因長時(shí)間使用同一臺空壓機(jī)造成機(jī)器的損耗,要求程序進(jìn)行定時(shí)切換工作,即每隔12小時(shí)自動切換兩臺空壓機(jī)的主從關(guān)系。同時(shí)為保證管道內(nèi)達(dá)到要求的空氣壓力,需要實(shí)時(shí)采集壓力參數(shù),當(dāng)壓力值低于一定水平時(shí),同時(shí)開啟兩臺壓風(fēng)機(jī),當(dāng)壓力值高于一定水平時(shí),關(guān)閉輔助的空壓機(jī)。當(dāng)有故障報(bào)警時(shí),自動關(guān)閉空氣壓縮機(jī),并在觸摸屏及上位機(jī)顯示報(bào)警信息。
6、總結(jié)
有了顯控觸摸屏的加入,提高了工廠內(nèi)設(shè)備運(yùn)行的自動化程度,降低了設(shè)備的維護(hù)費(fèi)用。此系統(tǒng)目前的缺點(diǎn)是控制任務(wù)由基本獨(dú)立的兩套PLC系統(tǒng)來完成,造成了資源的浪費(fèi)。主要是由于空氣壓縮機(jī)廠家自帶的PLC沒有額外的處理功能,不能處理與上位機(jī)以及其他設(shè)備通信控制的能力。
| 首頁 | 公司介紹 | 產(chǎn)品中心 | 行業(yè)應(yīng)用 | 產(chǎn)品視頻 | 公司相冊 | 人才招聘 | 聯(lián)系我們 |
|
opyright © 2015. www.pzpcbljq.cn All Rights Reserved 版權(quán)所有 深圳市捷達(dá)興科技有限公司 捷達(dá)興科技主營產(chǎn)品有:顯控觸摸屏,永宏plc,永宏觸摸屏 三菱plc,深圳步進(jìn)電機(jī),信捷PLC,昆侖通態(tài)觸摸屏 |



